貯蔵事業者にとって、古い蒸気回収装置を排ガス規制に適合させるためには、高い資本コストが大きな課題となります。蒸気回収装置の改造は、装置を最新の規制に適合させるための費用対効果の高いソリューションです。
ガソリンからベンゼン、キシレンなどの芳香族、そして最近では原油まで、ベーパーリカバリーシステムは世界中の製油所、配送ターミナル、タンク貯蔵施設に導入されています。
炭化水素が船舶、鉄道、道路用タンカー、貯蔵タンクの間を移動するとき、製品の一部は通常、蒸気として放出される。その割合は小さいかもしれないが、大量の製品(通常 10,000 m3 /hr~1000 m3 /hr)と海上輸送に典型的な高蒸気流量のため、累積放出量は相当なものになる可能性がある。ベーパーコントロール技術を使用しない限り、ベーパーは大気中に放出され、環境、健康、近隣のインフラに有害な影響を与える。
活性炭蒸気回収(図1)は、ほとんどのアプリケーションで好まれている技術であり、しばしば利用可能な最善の技術(BAT)と呼ばれる。これらのシステムは、幅広い製品を扱い、設計流量と入口濃度の0%から100%までの幅広いターンダウン率を特徴とし、オペレーターに最大限の柔軟性を提供する。
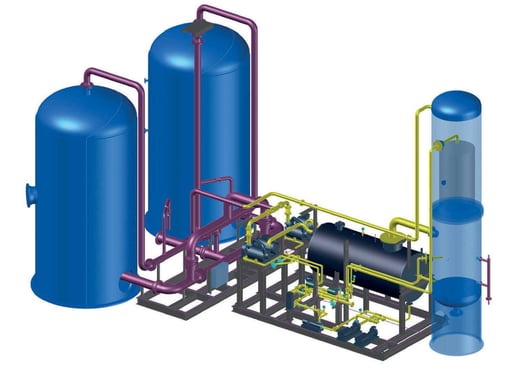
図1.2つのカーボンベッド、2台の液体リング真空ポンプ、グリコールセパレータ容器、および吸収塔を備えた典型的な湿式VRU。
世界中の立法府は、事業者やシステム設計者に対して、より多くの排ガス制御能力を要求し続けている。現在、ヨーロッパの一部の地域では、1時間の平均排出量が50mg(HC)/Nm3まで低く設定されている。当然ながら、システムプロバイダーはこれらの新しい規制や要求に対応できるような設計を開発しなければならない。環境汚染に関する法規制は、排出ガス規制違反に対する多額の罰則があるため、蒸気回収技術の開発と事業者の設備投資の原動力となることに変わりはない。しかし、大規模な設備投資ができない場合、新しい規制やターミナルの処理量増加に直面したとき、オペレーターはどのような選択肢を持つことができるでしょうか?
ベーパー回収装置は、ベーパーの流量、ベーパー濃度、望ましい排出目標に対して正しいサイズを設定することが不可欠です。旧式の装置では、処理量の増加や新しい規制に対応できない場合があります。低排出量と高容量のために特別に設計された新しいベーパーリサイクルユニットが一つの解決策となりますが、これらは高い資本コストと長いリードタイムを必要とします。また、既存の蒸気回収装置を現場で改造、更新、アップグレードすることで、資本コスト、リードタイム、プラントのダウンタイムを最小限に抑えることができる場合もあります。
蒸気回収装置は、エンドユーザーの要求に応じて、さまざまな方法でオーバーホールやアップグレードを行うことができます。基本的には、活性炭の質量を増やし、真空の流量を増加させることが必要です。しかし、活性炭を追加することは必ずしも実現可能ではありません。一般に、活性炭容器には自由な容積がない。炭素床容器をより大きなユニットと交換することが不可能なシナリオでは、各容器が吸着段階にある時間を、設計限界内で調整し、各サイクルの終わり近くで排出規制を超えないようにすることが可能である。
ウェットタイプの液体リング真空ポンプ(LRVP)とシール液システムをドライタイプのレトロフィットに置き換えることは、多くのシナリオで有利になりつつあります。これは、LRVP(図3でモデル化)を、プロセス内や現場の物理的条件に特別に適合するドライスクリューまたはロータリーベーンポンプに置き換えるものです。かつて「ウェット」システムは、真空供給の堅牢な形態と考えられていましたが、シール液が正しく機能するために一定の組成に保たれなければならないため、一般に負担の大きいメンテナンスが必要となります。現在では、設計と機能の進歩により、ドライシステム真空ポンプは、ガソリン注入や温度管理のためのヒートトレースにより、極端な条件や様々な温度で確実に機能する能力を備え、より多用途になりつつあります。これらの追加システムを統合する理想的なタイミングは、VRUの改修時です。また、LRVPを撤去してスクリューポンプに置き換える動機として、エタノール混合ガソリンの使用量が増えていることが挙げられます。LRVPのシール液は使用中にエタノールで汚染され、すぐに希釈されてしまい、ポンプの有効容量が減少してしまいます。ドライスクリューポンプはこのような問題がありません。
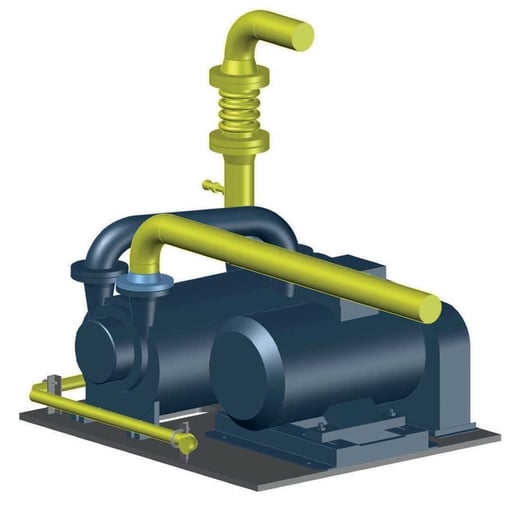
図3.LRVP
VRUの容量を増やすと、吸着した炭化水素をより短時間で再生する必要があるため、一般的に真空ポンプの容量も増やす必要があります。低排出ガスベーパー回収装置では、真空ポンプに50~35mbarという比較的低い真空度を実現し、かつ炭素層をより短時間で再生する能力が求められる。これは、既存の真空ポンプシステムをより大きな容量のシステムに置き換えることで達成できる。吸着時間の短縮のマイナス面は、一定時間内に再生する回数が増えるため、カーボンの耐用年数が短くなることである。
真空容量の増加は、真空ポンプから下流にある蒸気回収装置内の後続機器の変更を引き起こす。例えば、液体リング真空ポンプを備えたベーパー回収装置では、グリコールセパレーター(図4)も、より大きな容器に改良して、より大きな容量の液体リング真空ポンプに対応する必要があり、そのサイズは増加したベーパーフローに対応するために変更されている。
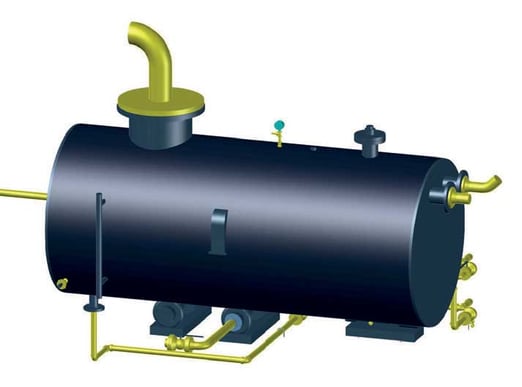
図4.グリコールセパレータ。
また、真空ポンプ容量の増加や吸収液の特性(温度や蒸気圧)の変化に応じて、吸収塔の交換が必要になる場合もあります。吸収効率は、吸収剤の物理的特性(温度と蒸気圧)、吸収剤とガス(蒸気)の流量、吸収塔の直径と高さに直接関係します。これらはすべて見直す必要があり、より大きな真空ポンプを設置した場合には、さらに向上する可能性があります。
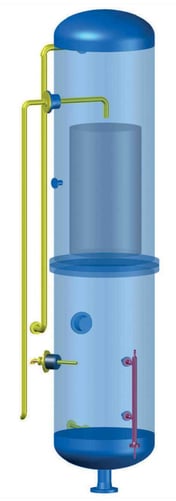
吸収塔を完全に交換するのは高価である。代替オプションとしては、吸収塔から炭素床へのリサイクルラインに圧力制御弁を追加することが考えられる。これは、プロセスの性能を向上させるために、吸収塔内の作動圧力を維持するような大きさにすることができる。また、真空ポンプ吐出口の温度上昇などの二次的要因についても考慮する必要があり、その結果、ガソリン注入や湿式システムの場合は設置する熱交換器のサイズアップなどの追加冷却が必要になる場合がある。
ベーパーリサイクルユニットの改良は、容量の増加や炭化水素排出量の減少だけでなく、エンドユーザーにとってより優れた制御、機能、多用途性、安全性を提供することが可能です。これは、冗長性のための追加の真空ポンプ、正確な排出量モニタリングのための新しいCIM/CEMアップグレードと分析器、アップグレードされたバルブとアクチュエータ、および温度、圧力、レベルトランスミッタによって達成することができます。新しい装置は、アップグレードされたPLC/HMIシステムと特注の制御理論をシームレスに統合することができ、高排出ガス事故の発生確率を低減することができます。さらに、既存の機器を交換することで、特にPLC/HMIシステムに関しては、OEMによってサポートされなくなった機器というレガシー問題を取り除くことができるという利点もあります。
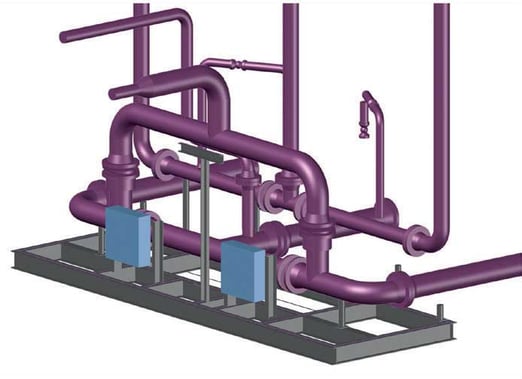
図6.パイプスキッドの改造。
刷新されたVRUのメンテナンスは、適切なベンダーの選択と刷新時に実施されるその後のエンジニアリングと同様に重要です。低排出ガスVRUの活性炭は、機械的な力が大きく、場合によっては吸着を妨げる不要な化学物質にさらされることもあります。そのため、定期的に活性炭を検査し、突然の故障につながるようなダメージを与えないようにすることが重要です。
蒸気回収装置の改造は、排ガス規制を遵守しながらターミナルの容量を増やしたい事業者や、新しいVRUの資本支出なしに新しいHC排ガス規制を遵守したい事業者にとって、強固な妥協案となります。大規模な機器の交換が必要であるにもかかわらず、蒸気回収装置の改造は、多くのシナリオにおいて、新品の装置を設置するよりも費用対効果の高いソリューションです。
VRUの改造を成功させるには、システム全体にわたる機器の複雑な相互作用のため、Zeeco のような、多種多様なVRUシステムに関する豊富な経験が必要である。Zeeco は、元々同社が供給していない機器のサービスも提供できる。
詳しくはこちら
この記事は、Zeeco ヨーロッパのテクニカルセールス、プロジェクション、スタートアップエンジニア、トム・オルヴァーによって書かれた。
記事のダウンロード