Roy Bisnett,Zeeco , Inc., USA, は、水素原子炉供給ヒーターのバーナーを交換することで、1週間以内に改修コストを削減した事例を紹介している。
米国東海岸にある大手製油所では、自然通風の水素原子炉供給ヒーターで最大放熱量を満たす問題が発生していた。この製油所では、バーナー改造プロジェクトに積極的に取り組んだ経験があったため、米国の燃焼機器メーカーZeeco に連絡し、指導を求めた。Zeeco バーナー専門家が検査を行い、ヒーターの既存バーナーの先端部のいくつかが詰まっていることを指摘した。
現状で放熱量を増やそうとすると燃料ガス圧力が高くなるアラームが発生するため、このチップの目詰まりによって放熱量が制限されていました。バーナーを能力曲線の高い方で運転できるようにチップを清掃することが推奨され、その結果、ヒーターは熱放出を増やして運転でき、施設全体の供給率が改善されました。しかし、精製業者は、既存のバーナーチップは過去2ヶ月以内に清掃されており、実際、許容できる供給率で運転するためには、ほぼ毎月清掃しなければならないと報告した。精錬業者の報告によると、チップの清掃には足場を組む必要があり、さらに既存のバーナーのマニホールド設計では、個々のバーナーチップに供給される圧縮継手付きの個々のステンレス鋼チューブを取り外し、その後6つのバーナーそれぞれについて8つのバーナーチップを取り外さなければならないため、時間のかかる作業であるとのことであった。この作業の複雑さと頻度は、清掃のたびに配管工や大工を必要とするため、施設のメンテナンスコストに大きな負担を与えていました。この製油所では、既存のバーナーは超低NOx設計で、10年未満、平均燃料ガス組成923Btu/SCF LHVで運転されていると報告しています。
製油所の別の場所では、Zeeco GBシングルジェット・バーナーが、同じ燃料ガス供給で稼働しているプラントの他のヒーターに後付けされ、製油所は、これらのバーナーは固有の設計の違いにより、このような厳しいメンテナンスを必要としなかったと指摘した。実際、あるヒーターは、チップの詰まりの問題もなく、改修後6ヶ月間稼動し、別のヒーターは、チップのクリーニングの必要もなく、改修後1年を過ぎたところであった。どちらのヒーターも、規定以上の容量と排出量を報告していた。
チャレンジ
製油所チームとバーナー専門家チームは、現在の操業における機会損失コストを計算し、それは1日あたり1万ドルを超えるという結論に達しました。製油所では、既存のバーナーをGBシングルジェットバーナーに交換することは運用上合理的であると判断し、できるだけ早く、かつ製油所の運用を中断することなく改修を行うことを希望していました。そのため、CFDやバーナーテストは必要なく、現場での類似のアプリケーションによる経験則に基づいた運転と排出ガスのデータがファイルに保存されていました。バーナーは、923Btu LHVの平均燃料ガスを燃焼させながら、0.030lb/MBtuまたは26vppmのエミッション保証を満たす必要があり、6つのアップファイアーバーナーを備えた自然通風の縦型円筒型ヒーターで仕様通りに作動する。バーナーの円直径は5.5フィート、チューブ円直径は15.3フィートで、床から対流セクションまでの放射セクションの高さは29.5フィートでした。
ソリューション
GBシングルジェットバーナーは、最大火炎高さ19.8フィート、火炎幅2.8フィート、11.68MMBtu/hrの熱放出量、合計70MMBtu/hrの加熱炉に設計されています。このバーナーは、平均923BtuのLHV燃料ガスを燃焼させながら、4:1のターンダウン要求と26vppmを超えないエミッション保証(0.030 lb/MBtu)を満たす必要があった。バーナーは製油所の希望するスケジュールに合わせて15週間以内に製造・納入されることになっており、製油所とバーナーメーカーの専門家がチームを組んで、ヒーターを稼働させたままバーナーを設置する計画を立てました。バーナーが到着すると、設置チームは炉を停止させることなく、1週間かけてバーナーを1つずつ交換していった(図1参照)。

図1.レトロフィットプロジェクトで炉に設置する準備が整った新しいバーナー。
選択されたバーナーの動作特性。
- 内部排ガス再循環(IFGR)、燃料段階調整、空気段階調整によりNOx低減を実現
- 自然、強制、誘導、バランスドラフト、またはタービン排気燃焼空気誘導
- アップファイヤー、サイドファイヤー、ダウンファイヤー用途に設定可能
- プレナムマウントまたは個別ウインドボックス
- 放熱範囲 - 自然通風。1-20MM Btu/hr (0.293-5.860 MW)
- 熱放出範囲 - 強制通風。1~20MM Btu/hr (0.293~5.860 MW)
- ターンダウンほとんどの場合、10:1以上
- 設計空気圧範囲:8%以上 - ほとんどの場合
- 燃焼用空気の圧力損失 - 自然ドラフト0.2~1インチ(5~25mm)水柱
- 燃焼用空気の圧力損失 - 強制通風。0.5-4in (12.7-100 mm)水柱
テクノロジー
この改修プロジェクトに採用されたZeeco GBシングルジェットラウンドフレームバーナーは、非対称シングルチップとコーン設計を採用し、内部燃料ガス再循環を促進します。この設計では、段階的な空気とガス技術を利用してNOx排出量を削減し(ほとんどの用途で20-49 vppm)、新しい用途や改修の機会を増やします。このバーナーは、コーンアセンブリ上で燃焼するシングルガスチップを使用しますが、バーナーの中心線上で燃焼するのではなく、バーナータイルの内径に近い位置で燃焼するよう、チップとコーンがオフセットされています(図2参照)。
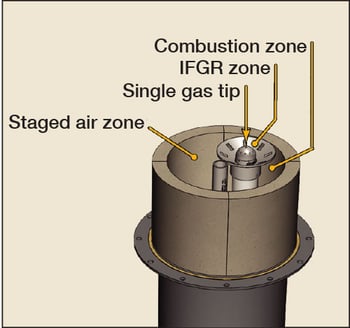
図2.GB シングルジェットバーナーのバーナースロート部.
安定した炎
シングルチップ&コーンは、シンプルで安定したデザインです。先端部の穴あけ加工には、バーナーの点火に使用する点火ポート、二次(リッチ)燃焼域を形成するための焼成ポート、二次(リッチ)燃焼域を強化するセンターステージング燃料ポートが含まれています。すべてのポートが近接しているため、点火ガスの移動距離は30mm以下と短く、多くの段階的燃料バーナーの移動距離が380mmであるのに比べて、この設計では、点火ガスの移動距離は30mm以下となっています。このため、バーナーの安定性に悪影響を及ぼす可能性が非常に低くなります。
コンパクトなデザイン
チップとコーンが1つしかないコンパクトな設計のバーナーは、スペースが限られた新規用途やレトロフィットによく選ばれています。
炎が干渉する確率が低い
バーナーのフットプリントが小さく、バーナースロートに位置するチップが1つしかないため、バーナータイルの外周にガスチップがある従来の段階的燃料バーナーと比較すると、あるバーナーから発射されたガスは隣のバーナーからより離れています。この設計は、バーナーからバーナーへ発射されるガスが離れていることを意味し、火炎の相互作用と「火炎雲」の可能性を大幅に減少させることができます。
ローメンテナンス
チップとコーンが1つであるため、メンテナンスの必要性が少なくなります。基本的なチップとコーンの設計は数十年にわたり現場で実証されており、全体的なメンテナンス要件が低いことから、多くの運用グループに好まれる設計となっています。
正確な燃焼空気制御
各バーナーへの燃焼用空気の制御は、適切な運転を行うために非常に重要です。GBシングルジェットは、燃焼用空気の制御にデュアルブレード対向運動ダンパーシステムを採用しています。ダンパーブレードは、錆びないように304SSのシャフトに取り付けられています。また、ダンパーシャフトはベアリングに取り付けられており、簡単に動かすことができます。
このバーナーは、燃焼用空気の一定割合をバーナースロートでステージングし、バーナーの中心線で燃焼するのではなく、コーンアセンブリで燃焼するオフセットシングルチップを使用するため、バーナーの炎の底部にIFGRを発生させることができます。また、この配置により、安定した低圧ゾーンが形成され、燃焼ゾーンへのIFGRの量を最大化することができます。IFGRの増加により、火炎中心部のピーク火炎温度は劇的に低下します。図3は、ピーク火炎温度の低減が熱的NOxの排出を減少させることを示している。
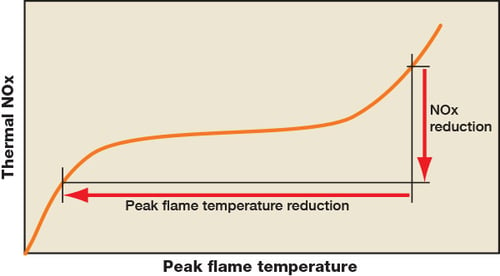
図3.ピーク火炎温度と熱NOx生成量の関係。
低・超低NOxバーナーの多くは、排出ガス規制を満たす安定したバーナー火炎を提供するために、複数のガスチップ、複雑なタイル形状、フレームホルダーを利用しています。単一のガスチップとコーンアセンブリだけで、従来の生ガスバーナーよりも積極的な排出要件を達成できるため、選択したバーナーは複数の炉に後付けするための要件に適合しています。選択されたGBシングルジェットバーナーのタイル形状は、通常ストレートサイドタイルです。低NOxバーナーに通常要求されるものより、費用対効果が高いことに加え、タイルのフットプリントが小さくなります。この小さなタイルフットプリントは、高価な床鋼材や耐火物の改造を必要としないため、この製油所の改修プロジェクトのように、既存の炉のバーナー取り付け部への改修用途を簡素化することができます。
バーナー調整機能
これまでのバーナー改造の教訓として、バーナー設置後の機械的な調整がある程度可能であることが望ましい。改修の多くは、何十年も継続的に使用されてきた炉で行われます。操業担当者はメンテナンスに熱心ですが、通常、炉の外部領域が最も注意を払い、炉の内部動作領域はターンアラウンド時に点検・メンテナンスされます。現在、多くの製油所では、2年から5年に一度しか定期点検を行わないため、内部の損傷を修正する機会が少なくなっています。
数十年にわたる使用で、床の耐火物のレベルは低下する可能性があります。そのため、プロジェクトチームは、個々のバーナーを計画し、各バーナー位置の特定の耐火物の厚さに機械的に調整できるようにする必要があります。もし機械的な調整が行われないと、設計上のNOx排出量を最低にするためにバーナーの運転を最適化することができない。また、炉内耐火物の差が大きいと、バーナーの安定運転に影響を与える可能性があります。
GBシングルジェットバーナーには、現場での調整を可能にするため、3つの調整箇所があります。1つ目はバーナー前面の取り付け穴の追加、2つ目は主燃料ガスライザーとパイロットの垂直調整用取り付けハブ、3つ目は主燃料ガスライザーとパイロットの水平調整用スライド式取り付け板です。
バーナー前面プレートの取り付け穴を追加することで、既存バーナーの取り外し時にエアプレナムの既存取り付けボルトが損傷した場合の解決策となります。バーナー前面板には、既存の取り付けボルトから少しずらした位置に取り付け穴を設けることで、このような問題が発生しても新しいバーナーの取り付けが可能になります。また、破損した既存の取付ボルトをドリルで取り外す代わりに、古いボルトをせん断し、新しい取付ボルトを新しい位置に設置することができます。
主燃料ガスライザーとパイロットアセンブリの垂直位置を調整するための取り付けハブと止めネジが含まれていることも重要な調整事項です。セットスクリューとマウントハブは、床耐火物の凹凸部分や数十年の使用で歪んだヒーターの床の影響を緩和します。この調整能力により、設置チームはコーンアセンブリ、主燃料ガスチップ、パイロット位置の位置を正確に設定し、最適なバーナー動作とNOx排出量の削減を実現することができます。
最後に、典型的なGBシングルジェットバーナーの設計では、バーナー前板にスロット穴のある小型バーナー燃料ガスライザーとパイロット取り付け板があります。これにより、主燃料ガスライザー、コーンアセンブリ、パイロット位置の間の発射形状を変えることなく、バーナーの主な発射機構を水平方向に調整することができます。
経年劣化によるメンテナンス
このプロジェクトのROIは、既存のバーナーに対するメンテナンスコストの削減と、熱放出容量と供給量の回復の見込みの両方に基づいて予測されました。このバーナーの設計では、多くの製油所や設備で長期間の使用実績のあるガスチップ付きシングルガスライザーアセンブリを使用しています。燃料ガスライザーの取り外しは、4つの取り付けナットを外し、バーナーから燃料ガスライザーを取り外すことで簡単に行うことができます。燃料ガスライザーとガスチップを簡単に取り外すことができるため、メンテナンスコストと清掃時間の大幅な削減が期待されます。
結果
バーナー改造の結果、炉の燃料ガス圧力は18psigと大幅に低下し、6台のバーナーのうち5台で所望の放熱を達成できるようになった。この圧力は最大27.5 psigよりはるかに低く、バーナーは安定した炎と低い火炎相互作用で期待通りに作動しました(図4参照)。このような運転条件であれば、新しいバーナーは1週間も経たないうちに元が取れることになります。

図4.プロジェクト途中の画像で、新しいバーナー3台と古いバーナー3台が稼動している様子です。新バーナーは直立した炎で、「炎雲」や炎と炎の間の負の相互作用がない。
改修後6ヶ月が経過した時点で、製油所の報告によると、バーナーは18psigで運転を続けており、放熱と供給率の目標を達成するために必要な運転は6台のバーナーのうち5台だけであるとのことです。現在までのところ、清掃は必要ありません。6ヶ月間の評価の後、同製油所はさらに4台のヒーターにGBシングルジェットバーナーを導入することにしました。いずれも最小限のメンテナンスで良好な性能を発揮しています。すべての炉は、平均923Btu LHV燃料ガスで0.030lb/MMBtuまたは26vppmの排出保証を下回る運転を続けています。第三者によるスタックテストが行われ、予測されるNOx排出量を大きく下回る性能が記録された(表1参照)。
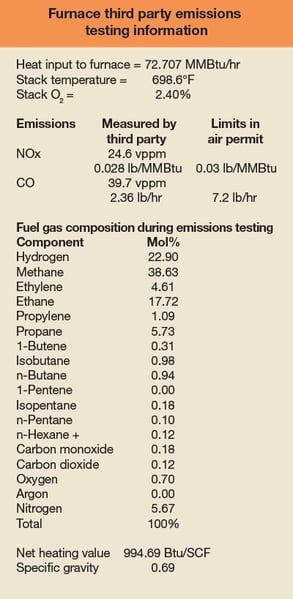 表1
表1
ロイ・ビスネットは2015年からZeeco Inc.のエンドユーザーサポートを務めている。米国東部およびカナダ全域の石油精製および石油化学施設向けに、燃焼に関連するあらゆる問題の解決策を見出す業務に従事している。Zeeco に入社する以前は、石油精製のエンドユーザー側で10年以上を過ごし、数多くの業界固有のトレーニングや認定プログラムを修了している。
記事のダウンロード